
SmartCom
To tailor the property profiles for their respective applications, almost all plastic materials undergo a compounding step as a part of their processing history. Due to its excellent mixing capability, economic efficiency, and flexibility, the fully-intermeshing co-rotating twin-screw extruder is the most important processing machine for compounding. The extruder has to fulfil various functional tasks, including solids conveying, melting the polymer(s), distributive and dispersive mixing of the individual components, devolatilization of the melt, and melt conveying. For this purpose, the extruder design is commonly modular and uses both segmented barrels and different screw elements that are used according to the function of the corresponding processing zone. The most important screw elements used in industry are conveying elements and kneading blocks. The screw configuration and the processing parameters mainly define the flow conditions within the extruder, which finally have a significant influence on the quality of the extruded product.
The sub-project Smart Compounding paves the way for digitising this essential processing step by developing (i) a novel modelling framework for the flow conditions in fully-intermeshing co-rotating twin-screw extruders, (ii) model-based soft sensors, and (iii) optimised control concepts. This allows the process behaviour (as pressure-throughput behaviour, melt temperature development, residence time, and others) to be accurately predicted by means of computer-aided screw and process design tools. Furthermore, the compounding process can be monitored inline to detect batch fluctuations, machine wear, and other external influences. By the implementation of smart control concepts, the machine can react to these disturbance variables completely autonomously. This increases the overall equipment efficiency (OEE) by reducing machine downtimes, optimizing the energy management, and minimizing the amount of reject being produced.
Goals
The main objective of this project is to significantly outperform existing modelling frameworks predicting the conveying and power consumption behaviour in the processing zones of a fully-intermeshing co-rotating twin-screw extruder. By avoiding geometry simplifications (e.g., negligence of clearances or application of the flat-plate model) and consideration of the fundamental physics of the flow process, an increase in accuracy should be achieved. Another major novelty value of the models that is being sought is their real-time capability (e.g., avoidance of numerical simulations) and generalisability (applicability to arbitrary extruder sizes and plastic materials), which is the prerequisite for the implementation of the models into industry 4.0 applications (digital twins, smart sensors, predictive maintenance tools, and others). In compounding applications, the extruder is commonly operated in combination with a melt pump. Thereby, the extruder screw speed is controlled to maintain a certain melt pressure level at the screw tip. Using aforementioned flow models, a smart control concept for the extruder screw speed should be developed to account for process-related viscosity fluctuations.
Approach
A hybrid modelling approach that combines analytical, numerical, and data-based methods is employed. The screw configuration of a co-rotating twin-screw extruder commonly includes elements of different geometry. At first, sub-models for the conveying elements and the kneading blocks are developed. In a second step, the sub-models are coupled to create a holistic model that is capable to predict behaviour of the entire extruder screw configuration. Finally, a lab-scale twin screw extruder is used to experimentally validate the results. A wide range of processing conditions (throughput and screw speed), material properties (materials with different viscosities), and geometry variations (different conveying and kneading elements) commonly used in industry is considered.
Expected and Achieved Results
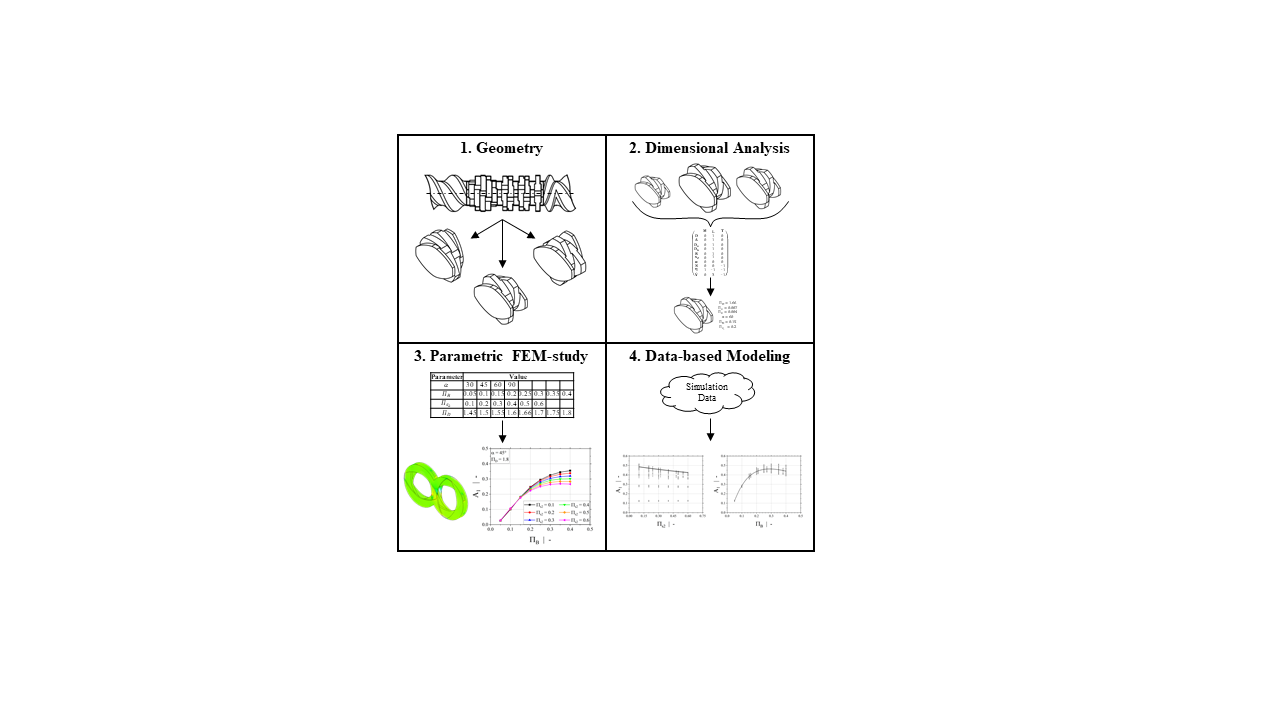
A dimensional analysis based on the Buckingham Π-theorem was carried out to reveal the independent dimensionless influencing parameters both for the conveying element and the kneading block. These parameters were then varied within ranges of practical interest within a huge parametric design study. For each design point, a numerical simulation using the commercial CFD software ANSYS Polyflow was carried out to obtain four characteristic target quantities, namely the dimensionless drag-flow capacity A1, the dimensionless element conductance A3, the dimensionless turning point B2, and the dimensionless turbine parameter B3 to characterize the pressure-throughput behaviour and the power consumption, respectively. Note that for a Newtonian fluid, the relationships for the conveying behaviour and the power consumption are linear, and thus, only two characteristic points are required. The numerical dataset was then used for the data-based modelling step. Using the open-source software package HeuristicLab, a set of eight symbolic regression models was derived to predict the target quantities A1, A3, B2, and B3 for both the conveying elements and the kneading blocks. With mean relative errors below 2%, excellent accuracy between numerical data and model predictions could be achieved. Furthermore, the conveying models for kneading blocks have been validated successfully. Taking into account three different commercial plastic grades and kneading blocks with three different staggering angles, the results clearly outperformed state-of-the-art models using the flat plate assumption.
