
QA_HEdge-2
The adoption of automation, connectivity, and data analysis in data-driven industries and shop floors has resulted in improved efficiency, productivity, and profitability of manufacturing processes. However, the complexity of the manufacturing process, coupled with high production speeds and product variety, poses a higher risk of defects and quality issues. To achieve zero-defect manufacturing, it is essential for shop floors to prioritize quality and defect detection. This ensures that products are manufactured according to the required quality standards and specifications. By identifying defects during the production process, manufacturers can pinpoint the root causes and take steps to minimize the production of defective products in the future. This reduction in defects leads to cost savings by avoiding scrap and rework, while also enhancing the overall efficiency of the production process. Moreover, quality and defect detection efforts can provide valuable insights into the root causes of defects. This knowledge can be leveraged to drive process improvements and elevate the overall quality of the production process.
Based on the current techniques used in the industry, quality detections are performed during the end-of-line tests or on products that have been assembled. For example, the fuel cell stacks are tested for performance, leakage, or internal operations post the stacking or electrical integration into the stack. Generalising in three simple steps, first, manufacturing of individual parts is done, - second, assembly of the manufactured parts into a developed product, - and finally, end-of-line testing is performed to test and validate the complete product. The approach presented in this project is from a patent - P2D2 (Power Processing for Defect Detection) and offers a paradigm shift of quality tests from end-of-line testing to the first step, i.e., manufacturing. In this project, however, the defect detection approach from P2D2 is benchmarked with AnalyzeMyWorkpiece tool from Siemens AG. Various sized defects are induced in the material and the defect detection is validated using both approaches.
Goals
The goal of the "QA_HEdge-2" project is to answer the research questions with respect to detection of defects in a material. Specifically, the following questions were investigated in detail:
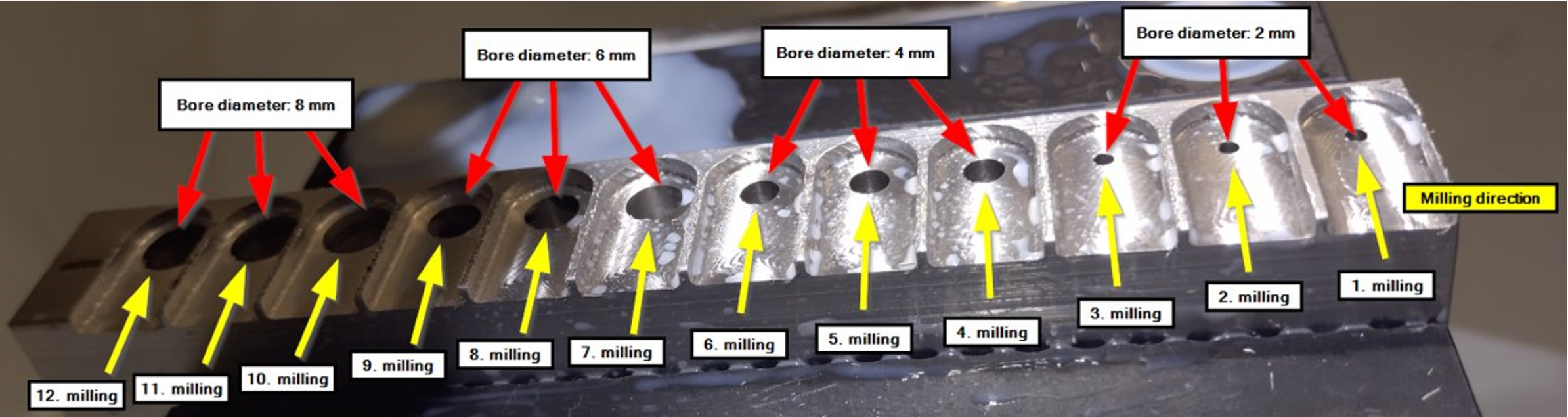
- What is the minimum size of material imperfections (pores, segregations, etc.) in machining operations to still be detectable by high-frequency machine data?
- How can the minimum size of material imperfections be described analytically by known parameters (e.g. cutter diameter, feed rate, cutting speed, etc.)?
- How accurately do different methods detect the material imperfections (method of Pro2Future, method of Siemens AG) compared to the analytically described limit values?
Apart from the aforementioned goals, an important aspect of extending the results of P2D2 for defect detection was developed and achieved.
- Extension of the achieved results to identify minute pores, i.e., material imperfections.
- Solidifying the workflow methodology of P2D2
- Testing the approach on different subtractive manufacturing processes and with different materials.
Approach
The approach is threefold:
- From the perspective using analytical methods: Description of analytical relationships between machining parameters with mathematical correlations in analytical form along with visualization of correlations.
- The aspect of benchmarking of P2D2 versus the method from Siemens AG: This includes the preparation, execution and evaluation of the experiments using the method from Siemens AG (toolkit called AnalyzeMyWorkpiece - AMW/Monitor). A CNC machine at TUG IFT is used for this purpose.
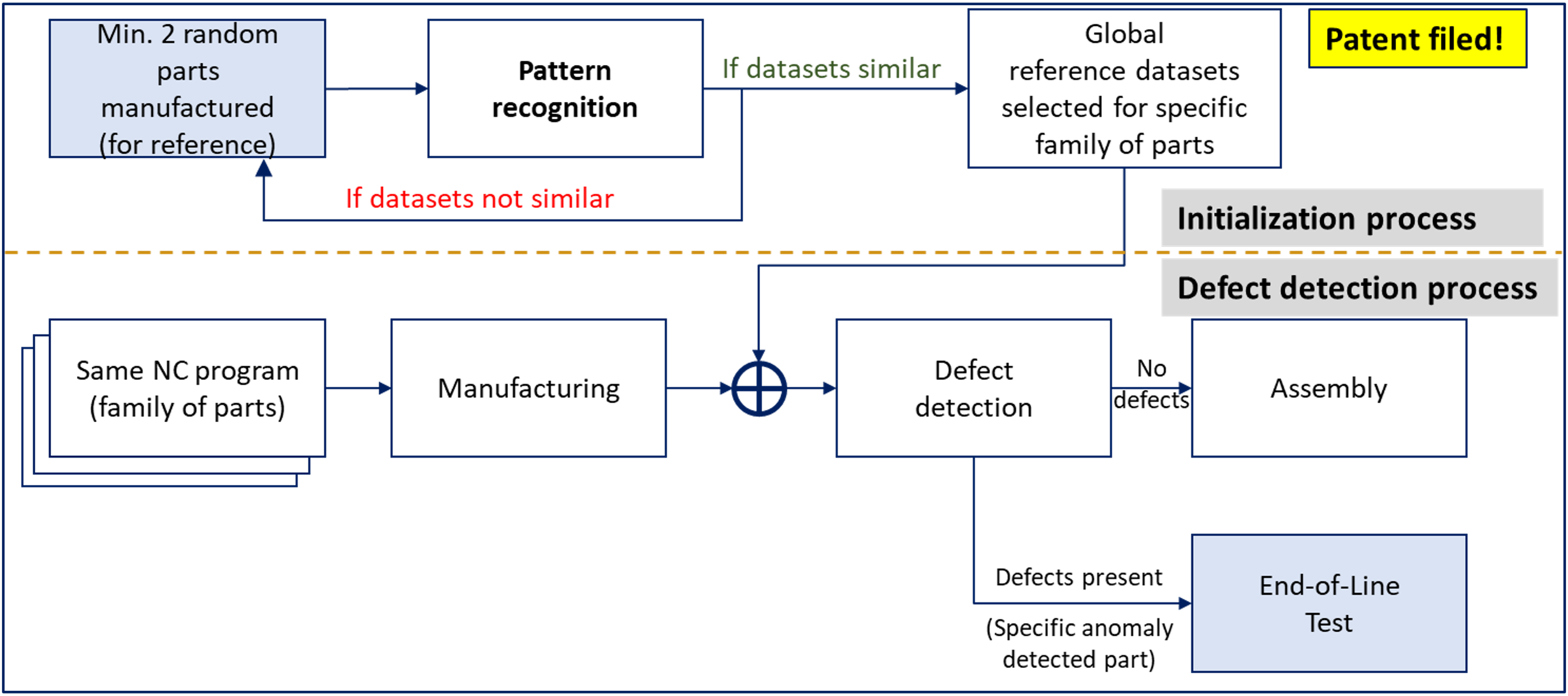
- To further depict the robustness of P2D2 workflow, see diagram above.
Expected and Achieved Results
To goal from one of the sub-topics was to develop a mathematical model that determines cutting forces, cutting torques and cutting performance as a function of various parameters (speed, cutter diameter, pore diameter, etc). The realization was that a number of factors influence the measured values: cutter diameter D (linearly influencing), non-linearly influencing are – pore diameter d, cutting speed vc, feed per tooth fz, number of cutting edges cutter z, sampling interval T.
The second and third goal was a benchmark evaluation between AMW tool from Siemens and the P2D2 approach. This was tested on several parts and one of the parts is as depicted in the figure below.
